To introduce and describe the principle of operation and control for dry gas seal.
This manual discusses the principle of operation of dry gas seal. It also covers the different seal arrangements and control related aspects.
1 Introduction
2 Principle of operation
3 sealing interface
4 Self aligning mechanism for radial film stability
5 Arrangements
6 control and monitoring
7 key operational consideration
8 Benefits of dry gas seals
9 cause and effect on dry gas seals
Twenty years ago sealing of centrifugal compressors was revolutionized by the introduction of dry gas seals. During the mid 70’s a survey was carried out into all compressor failures that had occurred during the previous years. The finding showed that approximately 80 percent of compressor failures were due to seal oil system faults. The development and introduction of dry gas seals solved several seal problems of compressor users. Dry gas seals are now accepted world wide as a mature product handling gases on a very wide variation of plants and compressors.
The majority of compressors sealing applications use a tandem seal configuration as showed in the Figure 1a & 1b
Figure 1a
Figure 2b
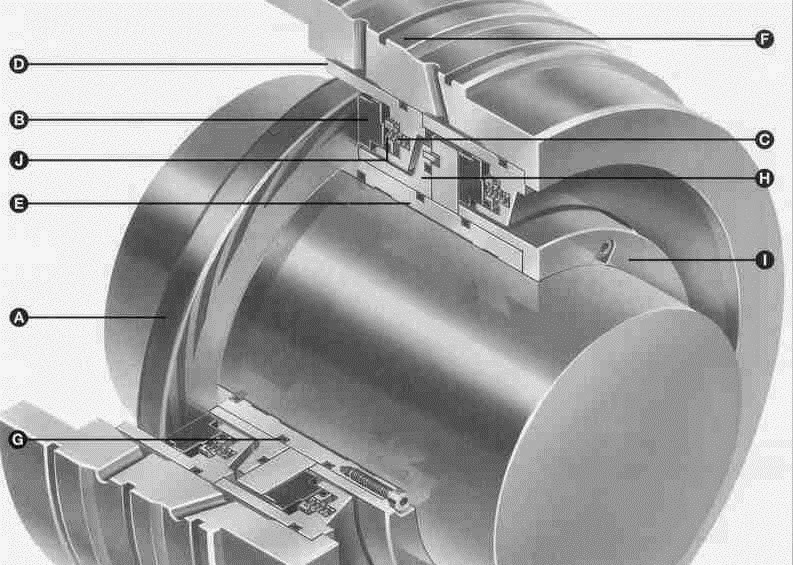
This type of seal is a cartridge design where all components are held within a meter retainer. The stationary section of the seal comprises a spring loaded carbon primary ring with an O-ring sealing between the back face of the carbon primary ring and the metal sleeve.
The rotation section of the seal comprises a mating ring with grooves in the running face. This ring is normally manufactured from tungsten carbide or silicon carbide. The component is contained within a metal shroud and driven through drive lugs or flats machined on the outer diameter of the mating ring. The O-ring sealed rotating seat is profiled with a series of spiral grooves having a depth of between 0.0023 to 0.010 mm as illustrated in the following Figure 2.
Figure-2
The design of the grooves is a logarithmic spiral. The primary ring floats on a thin film of gas generated by the logarithmic spiral grooves (see Figure 3) in the surface of the mating ring. As the mating ring rotates, this creates a hydrodynamic effect which, draws gas toward the root of the grooves and forces the two faces apart from the dynamic seal
Figure 3
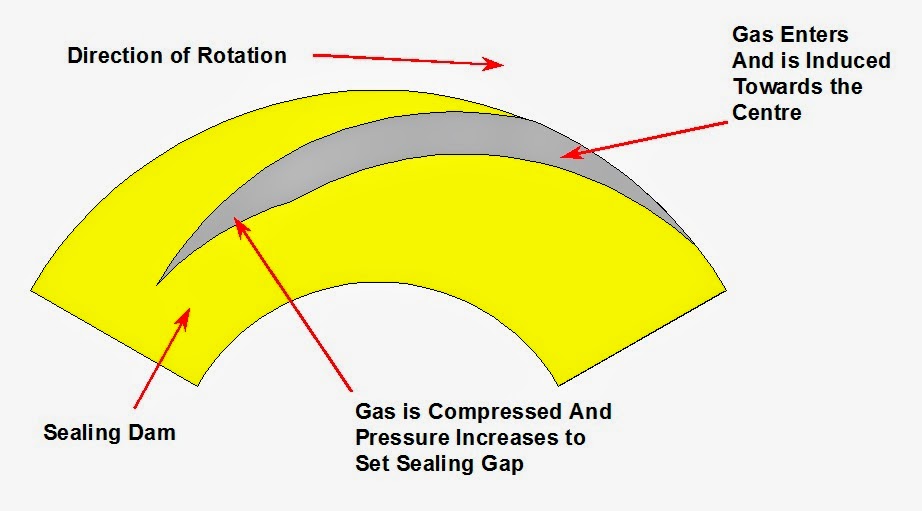
The principle of operation of the spiral groove gas seal is the balancing of aerostatic and aerodynamic forces to provide a stable, minimal running clearance. When pressure is applied, the force exerted on the seal is aerostatic and is present both when the seal is stationary or rotating. Aerodynamic forces are generated only upon rotation. During rotation the spiral grooves play a vital role by generating a separating force which helps provide the means of achieving an acceptable sealing gap. Figure 4 represents one of the spiral grooves. The rotation of the seal scoops gas into the spiral grooves where it is induced toward the center until it meets the sealing dam.
Figure 4
This effect compresses the gas at the root of the grooves creating a pressure increase causing the flexibly mounted face to “lift off” thus establishing an operating clearance. The size and number of grooves and the diameter of the sealing dam all contribute to the force balance of the seal. Adjustment of which will determine whether “lift off” occurs under static pressure or at slow speed, a consideration necessary if the seal is to survive the crucial period of start up or shut down.
There is an optimum groove angle that, during operation, will generate maximum lift. The constructor of the seals patents the optimized groove angle. A radial slot will generate lift, but this may be insufficient to ensure that sealing gap is maintained at all times, thereby increasing the risk of contact particularly during transient conditions.
The pressure will also reduce when the groove angle is more acute. A groove profile uses the key features of the optimized spiral to maximize lift and separation of the seal faces. The optimized groove angle is also a critical design feature of the seal.
Under design conditions the forces acting upon the seal in operation can be graphically represented by those shown in Figure 5 producing an operating sealing gap of approximately 0.003mm.
Figure 5
The closing force is a result of the system pressure acting behind the force plus a small force form the springs. The opening force is a result of the system pressure plus the increase of force generated by the spiral groove. Equilibrium in operation, with the designed sealing gap, is achieved when the opening force equals the closing force.
Whilst conditions remain steady and the forces remain in the same parallel relationship, the seal will continue to operate in the mode indicated. Should however there be some disturbances that results in a decrease in the sealing gap, the pressure generated by the spiral grooves considerably increases (see Figure 6).
Figure 6
Similarly should the upset cause the gap to increase, a reduction in the pressure generated by the grooves will occur (see Figure 7). In each case, the closing force remains constant and so whichever situation is apparent, equilibrium is quickly established and the designed sealing gap restored. This restoring mechanism is known as film stiffness.
Figure 7
This significant increase in film stiffness with small sealing gap changes ensures the seal becomes insensitive to pressure or mechanical disturbances, and there is no direct contact between the face and seal, regardless of system and mechanical upsets.
The spiral groove seal has both aerostatic and aerodynamic influences when in operation. On rotation the aerostatic and aerdynamic effects are combined in the compression zone of the face, i.e. the area covered by the spiral grooves, whereas in the expansion zone across the sealing dam, the pressure distribution is governed only by the aerostatic effect.
Under ideal conditions the hard rotating ring should be perfectly flat and normal to the axis of rotation, in practice this is impossible to achieve. There will always be some angular misalignment, whether from manufacturing tolerances or movements of the shaft in operation.
The mechanisms within the seal that produce such high levels of film stiffness compensate for these conditions and quickly re-establish equilibrium and film stability.
Ideally, there should always be a parallel presentation between the face and seat but in practice angular variations occur. Generally, pressure deformations tend to close the faces at the outside diameter producing a different gap (see Figure 8).
The angular variation brings the outer half of the primary ring closer to the mating ring and the aerodynamic pressure generation rises. As the gap widens in the inner half the pressure profile reduces. The changes in pressure distribution between a parallel and a divergent film result in a returning moment, restoring parallel presentation to the operating gap.
Figure 8
Thermal deformation tends to close the faces at the inside diameter producing a convergent gap (see Figure 9). The resultant changes in pressure profile again combine to restore equilibrium.
Figure 9
The net result of a high stiff fluid film is that the spiral groove seal can maintain a minimum running clearance without risk of face contact whilst compensating for a wide range of shaft displacements.
Different sealing arrangements can be formed with any of the seal types. Selections for each arrangement are based on the type of gas, the equipment, the operating conditions and safety. For non-hazardous gases where a small amount of leakage to the atmosphere does not present a problem, a single used. An inboard labyrinth is usually includes in the arrangement to allow a small injection of clean gas to the seal environment, usually filtered gas from the compressor discharge (see Figure 10).
Figure-10
In cases where absolutely no process gas leakage to the atmosphere can be tolerated, a double face to face seal is used. Buffer gas at a higher pressure than the sealed process gas is supplied between the sealing faces, thus ensuring that no process gas can leak to the atmosphere (see Figure 11).
Figure 11
Tandem seal arrangements are a much-favored solution to most gas sealing problems and ideally suited for flammable, hazardous and low toxicity gases. A tandem seal arrangement may have two or more seal modules oriented in the same direction behind each other (see Figure 12).
Figure 12
The tandem arrangement may be used to share the sealing load or more commonly one seal handles the full system pressure while the outer seal runs as a standby or back-up seal while functioning as an additional barrier between the process gas and the atmosphere. Very high pressures may require triple tandems for ultimate safety where the two inner seals share the sealing load, while the outer seal is a backup and barrier seal.
A variation of the tandem seal includes a labyrinth in the inter space between the seals (see Figure 13). Utilized on more toxic applications, the intermediate labyrinth is purged with inert gas directing all the gas leakage to the primary vent, ultimately to be flared.
Figure 13
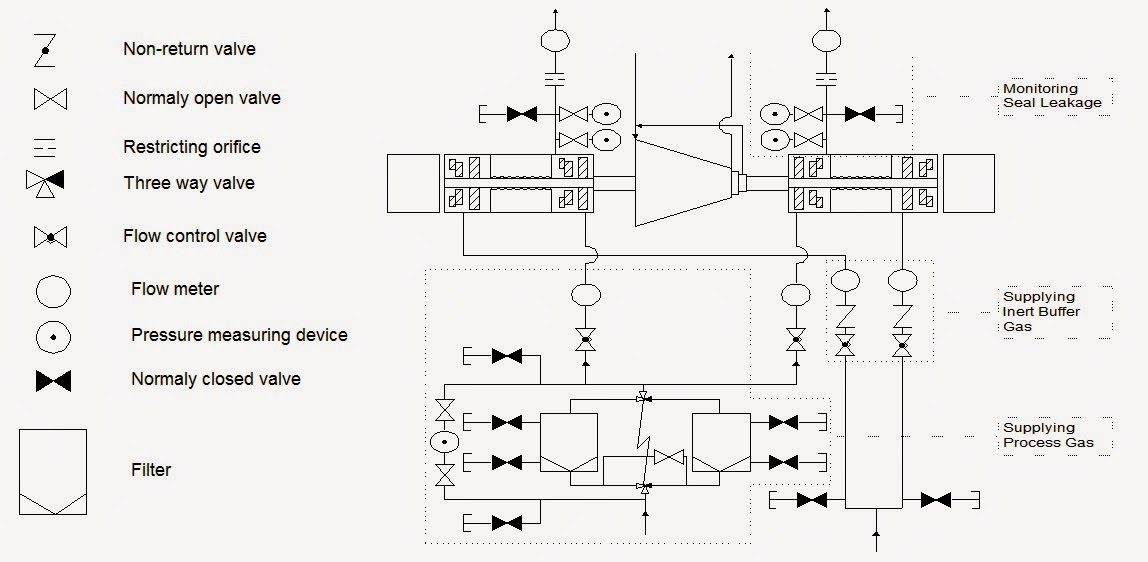
The dry gas seal does not require complicated ancillary equipment. In most cases, all that is required is a simple control and monitoring system comprising filters, flow metering devices and pressure instrumentation. The role of the control and monitoring system is to control the environment of the gas seal, monitor performance and initiate alarms or shutdown. A single control system will usually supervise several seals in operation.
Figure 14 shows a typically flow diagram for a tandem seal with intermediate labyrinth. Process gas is taken from the compressor discharge, cleaned through one of two filters and injected ahead of the seal cartridge. The buffer gas is usually controlled at approximately ten times the seal leakage rate, thus ensuring that the seal environment remains clean.
Figure 14
A leakage outlet port is provided between the seals and piped via a pressure switch, flow restriction orifice and flow meter to a safe area. A further leakage outlet port is provided on the atmospheric side of the seal, however, under normal conditions the outboard seal operates under very low differential pressure and thus leakage is minimal. Continuous monitoring of seal leakage will immediately detect a malfunction in either the inboard or the outboard seals and initiate alarms while the process gas is still safety contained.
It is essential that the dry gas seal operates in a clean environment. This is normally achieved by circulating the process gas from compressor discharge via one or two 5 micron filters and injected inboard of the seal cartridge at a rate of flow greater than the normal leakage rate of the inboard seal. Flow of the filtered gas may be controlled either with a simple restricting orifice or flow control valve.
During static pressurization of the compressor, the filteration system is flooded with gas. As soon as the compressor has developed a head of pressure at its discharge, the flow of process gas through the selected filter will commence. A differential pressure gauge monitoring upstream and downstream pressures across the selected filter will determine filter condition. A differential pressue high signal will alert the operator of the need to change the filter.
Leakage:
Gas seal integrity is confirmed by the systems leakage monitoring instrumentation (see Figure 15). While statically pressurized, gas seal leakage is usually slight. Under conditions of normal dynamic leakage, a flow will be registered in the primary vent. A reduced primary leakage rate is indicative of an outboard seal malfunction. An inboard seal malfunction will cause an increase in primary leakage. A flow meter with high and low leakage alarm signal will give the operator warning of the malfunction.
Figure 15
Should a serious breach of the inboard seal occur, a restricting orifice would restrict leakage through the primary vent. A trip signal is generated by the pressure increase upstream of the orifice.
Buffer Gas:
Tandem seals with intermediate labyrinth are often purged with an inert gas. This ensures that process gas leakage from the inboard gas seal is directed to the primary vent. The outboard seal operates on the inert gas and process gas is prevented from entering the bearing area of the compressor inert gas flow is controlled by a simple control valve and monitored by a flow meter. A low flow alarm provided warning of inert gas header failure.
Experience has shown that the majority of seal malfunctions are caused by contamination of the seals by solids and liquids. It is particularly important for reliable operation to keep the dry gas seal clean and dry. This can be normally achieved by circulating the warm gas from compressor discharge via the filter to the seal chamber.
Dirty Gas:
In some instances, the process gas may be considered particularly dirty and during periods of standstill there may be a risk of the dirty gas entering the seal cavity. In such cases, it may be appropriate to utilize a clean buffer gas. This must be compatible with the process gas and be available at a pressure higher than system pressure. The buffer gas is circulated to the seal chamber via the filter gas supply system.
Gas Condensate Liquids:
Condensing of the compressed gas occurs mainly when there are significant quantities of heavy hydrocarbons present. They will condensate out when the temperature is below the dew point of the gas. Gas condensate liquid can present themselves as an oily, sticky substance. When present in the seal area, this can coat all seal components.
The liquid will congeal and clog, preventing free movement of the seal components.
Condensing of the compressor gas is most likely to occur:
· When the filtered gas stream pressure reduces through a throttling device such as a restriction orifice or pressure regulator. As the gas expands the “Joule Thomson” effect causes it to cool and the heavy hydrocarbons condense out as liquid.
· As a result of cooling when the compressor is circulated through pipework from compressor discharge via filters to the seal area
· During static settle-out conditions when the compressor casing is pressurized and the temperature drops below the dew point of the gas.
Small quantities of condensate can be tolerated by the dry gas seal due to the heating effect of the small gap. The seal generates a small temperature rise (typically 20 C) which is normally sufficient to “boil away” condensate. For applications involving substantial amounts of heavy hydrocarbons, various solutions to prevent the formation of gas condensate liquid include the following:
· Maintain the temperature above the dew point of the compressor gas. Heat trace filters gas pipework if necessary or source clean gas supply horn a warmer area.
· Keep length of filter gas pipework between compressor discharge and seal chamber to a minimum. Lag pipework to reduce heat loss.
· Minimize pressure differential across throttling device I filter gas line, which will limit the cooling effect of the gas. Consider receiving the compressed gas from an intermediate stage of the compressor.
· Install coalescing filters in the filter gas line, preferably downstream of the throttling device to maximize removal of condensate. This may result in a requirement for large filter size due to a resuction in the filter capacity at lower pressure.
· Control the seal environment b circulating a filtered dry external buffer gas to the inboard dry gas seal.
· Avoid or minimize duration seals are subjected to high-pressure settle out condition.
· Install a double seal design with a pressurized nitrogen barrier gas between the seals.
Avoidance of gas condensate liquids may require any one or a combination of the above solutions dependent on risk or severity. A full analysis of the process gas should be made to assess the potential for liquids to condense out.
Sour Gas:
The application of dry gas seals to sour gases has been extensive many of the natural gas applications in offshore environments and hydrocarbon rich applications on refineries include quantities of hydrogen sulphide of sulphur.
Critical considerations are material selection, leakage hazards and environmental limitations. Materials are selected in compliance with NACE specification MR0175-96 which specifies acceptable materials, the requisite heat treatment and the maximum permitted hardness, for avoidance of sulphide stress cracking.
Generally, for natural gas and hydrocarbon recycle applications, tandem seals are preferred. To prevent sour gas leakage to the secondary vent an intermediate labyrinth may be installed between the seals and purged with nitrogen to ensure that under normal operating conditions sour gas leakage through the inboard seal is directed to the primary vent to be flared.
In extremely sour gas application, it is normally required that the compressor gas is fully contained with no venting to atmosphere. In such cases, a double seal design is selected with a pressurized nitrogen barrier gas between the seals.
Hydrate and ice formation:
Under certain conditions hydrates may form in hydrocarbon gases. This occurs when molecules of water attach elements of the hydrocarbon gas to form crystals. The conditions promoting hydrate formation are shown as follows:
· Gas is at or below its water dew point with “free” water present
· Low temperature
· High pressure
Secondary considerations include:
· High gas velocities
· Pressure pulsations
· Any type of agitation
· Introduction of hydrate crystals
Cold ambient shutdown conditions are those more likely to cause hydrate formation in the gas seal cartridge, when the inboard seal is pressurized to compressor casing settle-out pressure.
There is also potential for icing if there is a release of water from the gas during high-pressure cold ambient shutdown conditions. As the gas containing the “free” water or vapor expands across the inboard seal faces, the Joule Thomson expansion cooling can potentially form ice.
Application where there is a risk if ice or hydrate formation during prolonged periods of pressurized shutdown should incorporate a purge of the gas seal interspace with “warm” buffer gas flow prior to compressor start-up or some method of gas seal cartridge warm through.
Wet chlorides:
Wet chloride is an aggressive contaminant. Material distress takes the form of pitting and stress corrosion cracking. Tungsten carbide and stainless steels can degrade in the presence of wet chloride contamination so alternative materials such as duplex stainless steel, hastelloy and silicone carbide are normally selected.
It can be seen that where gas conditions exceed the design criteria of the seal (as in very dirt gases) the seal environment is adjusted to assure long and trouble free life.
The spiral groove gas seal offers several benefits over conventional oil lubricated seals:
· Low pressure consumption
· No wear in operation
· No seal oil system required
· No pressure/velocity limit
Low power consumption:
The parasitic power consumption of a sealing device is very often a hidden cost that is not fully appreciated. To make a comparison between a conventional seal and a spiral groove gas seal, consider a 125 mm liquid lubricated mechanical contact seal handling gas at 50 bar, 10000 rpm, the power absorbed would be 20 to 25 kW. Dry lubricated seals offer virtually no resistance reducing frictional losses by up to 98 percent, leading to significant power saving.
No wear in operation:
The spiral groove gas seal is non-contacting; hence there are no wearing parts. While the shaft is rotating, a thin film of gas separates the seal surface. Therefore seal wear is avoided.
No seal oil system required:
In dry gas seals, the sometimes complex and heavy oil systems are replaced by a clean and compact control and monitoring system. An oil system must contain a reservoir, pumps, coolers, filters, pipe work, separators and controls, some of which must be duplicated for overall separators and controls, some of which must be duplicated for overall integrity. The spiral groove gas seal avoids this complication. It requires a simple gas backup system and can be procured and installed at lower costs. The dry gas seal system cuts maintenance and removes the need for lubricating oil. As a result, contamination of the process gas is effectively eliminated. Elimination of the wet seal gas seal system operational safety by eradicating any dangerous builds up of hydrocarbon gas in the seal oil.
No pressure/velocity limit:
Although a general speed limit of 100 m/s has been imposed on the gas seal, the ultimate speed that can be achieved is limited by the material strength. In the case of liquid with higher power consumption and hence higher interface temperatures, the limit is not only one of strength but also the ability to conduct heat the spiral groove gas seal is independent of any pressure/velocity limit.
Improved rotor stability:
Traditional oil ring seals can be unpredictable to excitement of the shaft and rotor stability. Dry gas seal are very predictable and will not effect rotor stability.
Cause: lack of buffer gas while the tube oil pump is running
Effects:
· The lube oil can migrate from the oil separation seal via the compressor shaft toward the DGS
· This oil will fill up the clearance volume in secondary leakage and slowly penetrate through DGS
· The stator ring and the rotor ring of DGS will stick together and will not lift off while the compressor is rotating
· The rotor ring of the DGS will burst immediately
Cause: compressor casing pressurized during long period of standstill
Effect:
· In that case, no clean gas will be supplied via the clean gas filters to the DGS from the process side
· A small leakage rate through the seals in always present. As there is no clean gas supplied to the seal for protection, dirt from process side can migrate through the seals.
· When the compressor rotor is started, this dirt can cause damage to the rotor ring as well as to the stator ring.
Cause: no maintenance on the clean gas filters
Effects:
· In case of excessively high differential pressure on the filters, only a small amount of clean gas can be supplied to the DGS for protection. This amount will be smaller than the normal leakage rate for the DGS.
· Due to this effect, a small amount of dirty process gas will migrate through the seals, and this will act like sand blasting.
· Over a long period of compressor operation, an increasing leakage rate on the primary leakage can be recognized.
Cause: wet process gas
Effects:
· The volatile constituents of the leaking process gas will disappear through the primary leakage of DGS, while crystals will be precipitated out of the process gas (knocked out). This process precipitation will be enforced by the temperature loss of the process gas expanding through the seals and labyrinth.
· Crystal will block the installed springs and labyrinth. To protect the seal from wet and dirty gas, the clean gas system can be adapted with trace heating as well as with knockout containers installed in the line behind the normal clean gas filters.







































.With%2Bpermission.).jpg)



.%2BWith%2Bpermission.).jpg)

























.JPG)




.JPG)


.JPG)















.JPG)



.JPG)

.JPG)